 0577-62383668 / 15705774152
0577-62383668 / 15705774152
 语言
语言 英国
英国
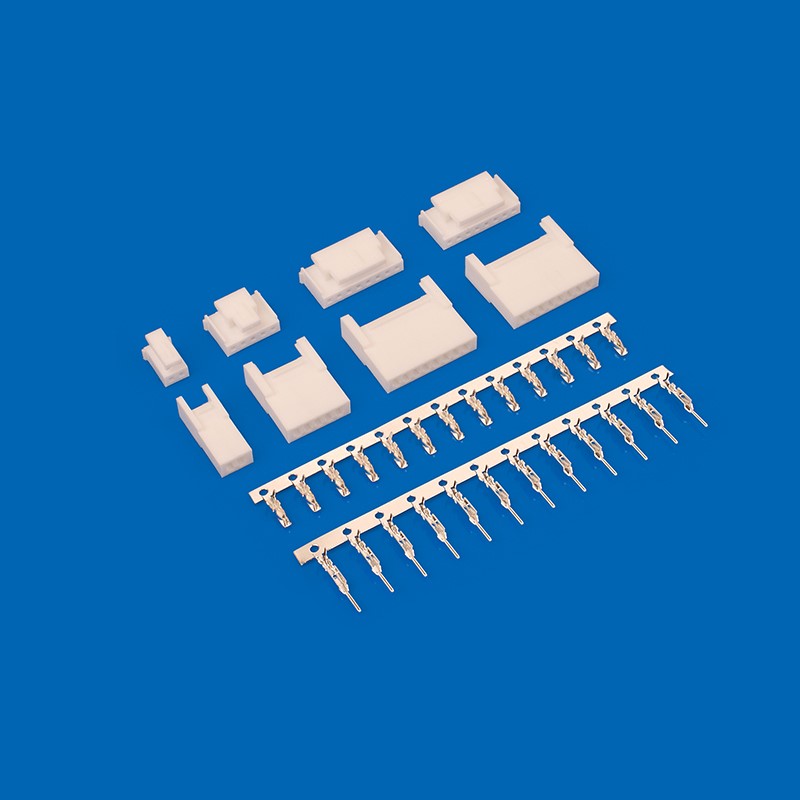
连接器电镀不均匀的分析
很多连接器都需要电镀, 但是有些在电镀完会出现电镀不均匀的情况, 下面让我们来看看原因
- 金属镀层在阴极上分布的均匀性
这是决定镀层质量的一个重要因素,在电镀生产中人们总是希望能在镀件表面获得均匀的镀层。接插件中的插孔接触件,由于功能部位为插孔内表面,如果镀件内外表面镀层能分布一致,就可以最大限度地减少生产成本。但实际上不管是采用何种电镀液,总是存在着镀层厚度不均匀的现象。
在电镀过程中,电流通过电镀液(电解质溶液)时,在阴极上析出物质的量与通过的电量成正比。从这一点来讲,镀层在零件表面的分布取决于电流在阴极表面的分布,所以一切影响电流在阴极表面上分布的因素都影响镀层在阴极表面的分布[1]。另外,在电镀过程中,阴极上发生的反应,往往不是简单的金属析出,在伴随金属析出的同时常有析氢反应或其它副反应的发生,这说明镀层分布还要受到溶液性能的影响,同时也还涉及电流效率的问题。在接触体镀金的日常生产中,灿科盟发现:镀层在阴极上分布的均匀能力除了跟溶液的性质有关外,也与镀件形状、电镀方式的选择、电镀电源的选择、电流密度范围的选择以及镀件的装载量等因素密切相关。
- 电流密度
任何镀液都有一个获得良好镀层的电流密度范围,镀金液也不例外。当电镀过程中电流密度超出工艺范围上限值过大时,往往会形成粗大的结晶颗粒,在此基础上获得的镀层较粗糙;而在低电流密度下操作时获得的镀层较细致。对于滚镀金或振动镀金而言,由于金镀液中金的质量浓度较低(一般为2 ~ 6 g/L),电流密度在0.1 ~ 0.4 A/dm2之间进行操作时都能获得良好的镀层。但当采用上限电流密度操作时,阴极附近的[Au(CN)2]–就会缺乏,造成阴极上析氢反应加剧,电流效率就会降低。因此,用0.2 A/dm2的电流密度进行电镀与用0.1 A/dm2的电流密度进行电镀,在生产时间上并不是简单的倍数关系。

在采用滚镀和振动镀进行低速镀金的过程中,如果采用较高的电流密度,发生尖端效应的可能性增大。特别是在振动电镀时,由于在整个电镀金过程中镀件的尖端始终朝向阳极(振筛外面是阳极圈),尖端效应就更为明显,镀件边缘或插针、插孔尖端处的镀层较厚而低端处镀层相对较薄,造成零件表面镀层厚度分布不均匀。因此在应用低速镀金工艺时,针对细长形状针孔接触体,一般都采用工艺中电流密度范围的下限进行操作。
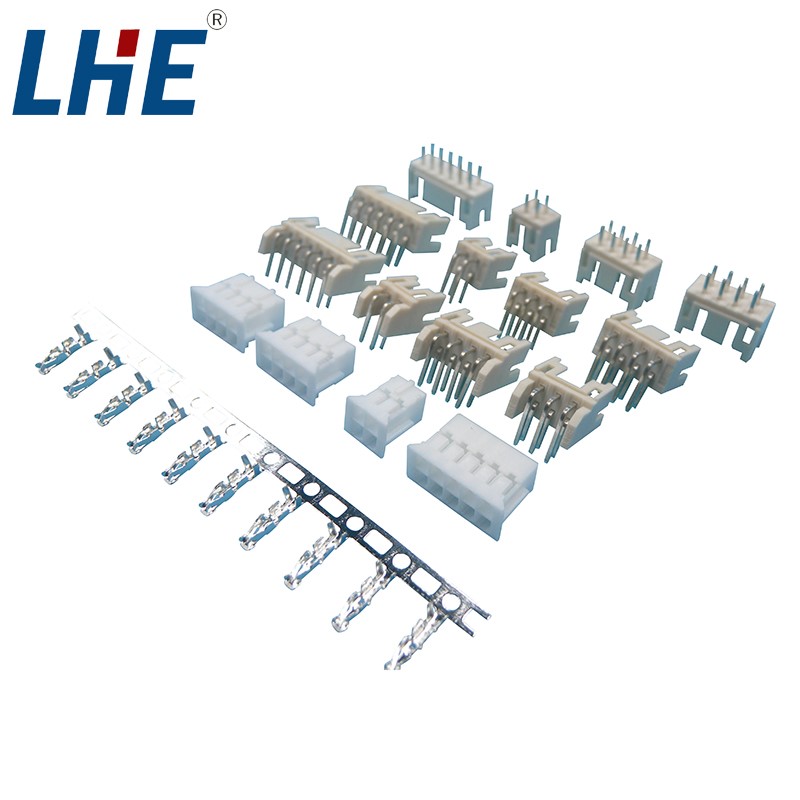
浙江联和电子有限公司专业生产各种线对板连接器、板对板连接器、线对线连接器,等各种电子连接器欢迎新老客户前来订购。
Contact Us
Wanting more information about Us?
Tell us your need and we will contact with you within 48 hours.